| 上一篇主題 :: 下一篇主題 |
| 發表人 |
內容 |
雄雄忘記
重 車 天 王


註冊時間: 2009-08-16
文章: 4042
居住地: I LOVE TAIWAN
|
 發表於: 2017-09-19 21:21 文章主題: 線切割一個孔要多少錢? 發表於: 2017-09-19 21:21 文章主題: 線切割一個孔要多少錢? |
 |
|
請教各位前輩
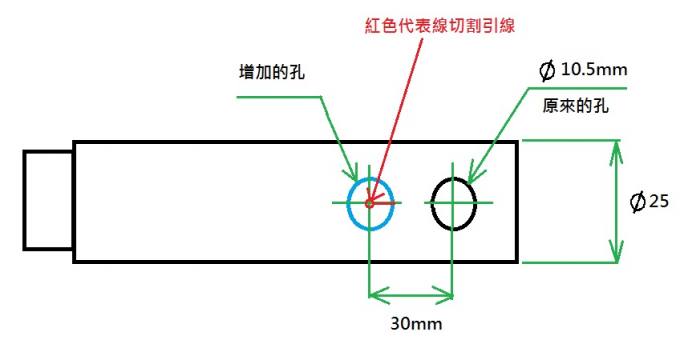
我有10幾支軸心,原本只有一個孔,想再增加一孔
但太硬鑽不過去,是不是得要線切割???
材質SCM415 HRC55~56
軸心長200mm 外徑25mm
在軸心割一孔10.5的孔
這樣一孔需要多少費用???
感謝大家!!
_________________
我愛一條柴 |
|
| 回頂端 |
|
 |
輕兵器修護士
250cc級騎士 (普通重型)
")
註冊時間: 2008-10-14
文章: 479
居住地: 桃園
|
| 發表於: 2017-09-19 21:44 文章主題: |
|
|
如果你要加孔~線切割必須要有孔才能加工喔~洞不大應該不貴~不然你就要去退火試看看可不可以再加工~
_________________
各種機械零件加工製造 |
|
| 回頂端 |
|
|
雄雄忘記
重 車 天 王
註冊時間: 2009-08-16
文章: 4042
居住地: I LOVE TAIWAN
|
| 發表於: 2017-09-19 22:35 文章主題: |
|
|
前輩您好:
我軸心想切割的孔大概是這樣
這樣是不是要先電極放電一個小孔,才能穿線
如果我直接放電會不會比較便宜或快速??
感恩!!
_________________
我愛一條柴 |
|
| 回頂端 |
|
|
暗夜審判者
神 的 領 域

註冊時間: 2004-08-13
文章: 6407
居住地: 妹子家
|
| 發表於: 2017-09-19 22:50 文章主題: |
|
|
有水洗 雷射 電漿
看哪一種比較適用
_________________
看到正妹子就想上 |
|
| 回頂端 |
|
|
小鐘鐘
250cc級騎士 (普通重型)

註冊時間: 2007-09-26
文章: 479
居住地: 好山好水好無聊
|
| 發表於: 2017-09-19 23:10 文章主題: |
|
|
| 雄雄忘記 寫到: |
前輩您好:
我軸心想切割的孔大概是這樣
這樣是不是要先電極放電一個小孔,才能穿線
如果我直接放電會不會比較便宜或快速??
感恩!!
|
放電是最笨的行為 不建議
以你畫的圖來講 打個孔讓線可以穿過去就可以搞定了
尺寸要求沒有到很高的話 線切割粗割就可以了 |
|
| 回頂端 |
|
|
taipei101
重 車 至 尊


註冊時間: 2005-10-12
文章: 7564
|
| 發表於: 2017-09-20 00:22 文章主題: |
|
|
看孔的精度要求,放電打孔約100~150元/洞,粗割1刀約3~400元/孔,若需要精修的話,約600元/孔。
不過這是一般外面使用台製機台或日製普通等級機台加工廠的價格。 |
|
| 回頂端 |
|
|
絕影
日本有本田宗一郎 台灣有單肛小綿羊
雄 霸 車 壇

註冊時間: 2010-01-03
文章: 6877
居住地: 鬼島之永和
|
| 發表於: 2017-09-20 01:04 文章主題: |
|
|
上述材質硬度跟SKD-11類似 其實都差不多 因為都鎳鉻鉬合金鋼類
尺寸沒有要求到0.01m/m以內的話 (基本上精密級的是在0.002m/m內)
打孔後(線割有打孔機)用中絲或快絲就可以
這個你要跟線割講清楚 (不要尬林北當精密件加工)
避免成本浪費 品質過剩 時效不彰
PS:原則上線割成本是用面積去算成本 比方1.00 m/m平方 圓或異形孔一樣
熱處理退火基本不建議
(都幫你熱處理好的基本不要去亂搞 除非熱處理廠已經先亂搞了)
放電不用考慮了
_________________
 |
|
| 回頂端 |
|
|
雄雄忘記
重 車 天 王
註冊時間: 2009-08-16
文章: 4042
居住地: I LOVE TAIWAN
|
| 發表於: 2017-09-20 08:00 文章主題: |
|
|
感謝各位前輩指點
這個孔只是要穿M10螺栓而已
所以10.1~10.5都可以
昨晚做我們沖床件的廠商
他LINE我,他估這個費用大概會250~300元
我從來沒接觸過線切割
擔心被亂報價所以想多聽聽前輩們的經驗
他介紹一家切割廠,
我今天詢問一下
感謝大家!! 
_________________
我愛一條柴 |
|
| 回頂端 |
|
|
省港澳瞎話王~璁仔
只剩散步功能只剩散步功能
大 師 級


註冊時間: 2005-03-11
文章: 49265
居住地: 天佛原鄉
|
| 發表於: 2017-09-20 12:48 文章主題: |
|
|
基本上要是量不多 該給人賺就給人賺了
量多穩定就再議
我覺得加工業比價削價的習慣太差 現在都不太報價了 新客戶來叫我報價我都問你多少要給我做?!
我划算就做 不划算就找別家 還有人拿大陸的價錢來比 我直接跟他說去找大陸
_________________
人權就是 1.我說你有你才有 2.跟閻王說去 |
|
| 回頂端 |
|
|
雄雄忘記
重 車 天 王
註冊時間: 2009-08-16
文章: 4042
居住地: I LOVE TAIWAN
|
| 發表於: 2017-09-20 22:23 文章主題: |
|
|
| 省港澳瞎話王~璁仔 寫到: |
基本上要是量不多 該給人賺就給人賺了
量多穩定就再議
我覺得加工業比價削價的習慣太差 現在都不太報價了 新客戶來叫我報價我都問你多少要給我做?!
我划算就做 不划算就找別家 還有人拿大陸的價錢來比 我直接跟他說去找大陸 |
感謝璁哥
因為是開發設計的人少畫一孔
共15支,他想自己私下處理
要我幫他問哪一種方式比較便宜.
我記得當初這支新的好像才400
線切割300...... 
所以他應該會重做新的!!
_________________
我愛一條柴 |
|
| 回頂端 |
|
|
沸騰
重 車 車 神

註冊時間: 2010-02-24
文章: 2351
|
| 發表於: 2017-09-23 19:02 文章主題: |
|
|
| 使用鎢鋼鑽頭就可以鑽了,一支鑽頭看品牌大約上千~2千元左右。 |
|
| 回頂端 |
|
|
雄雄忘記
重 車 天 王
註冊時間: 2009-08-16
文章: 4042
居住地: I LOVE TAIWAN
|
| 發表於: 2017-09-23 19:17 文章主題: |
|
|
| 沸騰 寫到: |
| 使用鎢鋼鑽頭就可以鑽了,一支鑽頭看品牌大約上千~2千元左右。 |
沸騰大
我以前試過了呦!
買一支1800元
結果還是鑽的很辛苦而且還歪一邊! 
_________________
我愛一條柴 |
|
| 回頂端 |
|
|
rall206
開個六給他
教 授 級

註冊時間: 2010-08-27
文章: 15564
居住地: 中部台1米糕地區
|
| 發表於: 2017-09-23 19:29 文章主題: |
|
|
怎麼你公司問題很多...你是新創業的老闆吧?
_________________
 |
|
| 回頂端 |
|
|
絕影
日本有本田宗一郎 台灣有單肛小綿羊
雄 霸 車 壇
註冊時間: 2010-01-03
文章: 6877
居住地: 鬼島之永和
|
| 發表於: 2017-09-23 20:06 文章主題: |
|
|
| 沸騰 寫到: |
| 使用鎢鋼鑽頭就可以鑽了,一支鑽頭看品牌大約上千~2千元左右。 |

_________________
|
|
| 回頂端 |
|
|
沸騰
重 車 車 神
註冊時間: 2010-02-24
文章: 2351
|
| 發表於: 2017-09-24 19:43 文章主題: |
|
|
| 雄雄忘記 寫到: |
沸騰大
我以前試過了呦!
買一支1800元
結果還是鑽的很辛苦而且還歪一邊! |
為何會歪一邊?
沒先定位鑽還是太硬鑽到一半就越來越歪?
當年我學CNC車床時我老闆剛好有一批圓棒需要鑽孔,還跟我說:沒辦法鑽
啦!我說怎麼可能,明明我再別家就看過可以圓棒直接鑽孔還可以倒角,我
還親自示範做給他看,讓他嚇到了。
不過HRC58~61°我沒鑽過,只知道CNC社團有人說可以用鎢鋼鑽頭鑽。 |
|
| 回頂端 |
|
|
|

